Top Tips for Choosing the Right Tmg Palletizer for Your Needs?
Choosing the right Tmg Palletizer is crucial for optimizing your production line. With the growing demand for automation, experts highlight its importance. According to a report by MHI, over 70% of warehouses are integrating automated palletizing solutions. This shift indicates a significant trend towards efficiency and cost savings in logistics.
Industry expert John Smith states, “Selecting the right Tmg Palletizer is key to maximizing operational efficiency.” This sentiment resonates with many businesses striving to enhance productivity. The right palletizer can reduce labor costs and minimize human error, but it requires careful consideration of specific needs.
However, not all Tmg Palletizers are created equal. Many options exist, and choosing poorly can lead to underperformance. Each facility's demands vary, making it vital to evaluate their operational environment. Understanding the nuances helps avoid costly mistakes. Thus, investing the time to research and analyze your options is well worth the effort.

Understanding the Basics of Tmg Palletizers and Their Functions
When considering Tmg palletizers, understanding their basic functions is crucial. These machines automate the stacking of products onto pallets, improving efficiency in packaging lines. They minimize manual labor and reduce the risk of workplace injuries. Knowing how they operate can help you choose the right one.
Tip: Assess your production volume. If you have a high output, look for a palletizer with a faster cycle time. This can save time and increase profitability.
Additionally, consider the flexibility of the equipment. Some palletizers can handle various products and sizes. This adaptability can be beneficial if your product line changes.
Tip: Evaluate the available floor space. Some palletizers require more room than others. Ensure your facility can accommodate the model you choose.
While Tmg palletizers offer many advantages, not all machines are suitable for every application. It's essential to reflect on your specific needs and limitations before making a decision.
Identifying Your Specific Needs and Requirements for Palletizing
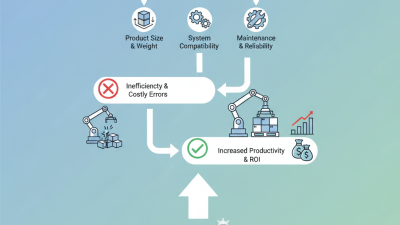
When selecting a TMG palletizer, identifying your specific needs is crucial. What products will you be palletizing? The size, weight, and shape of your items significantly influence your decision. Understand your production volume too. Are you operating a small facility or a large-scale production line? Knowing these details helps narrow down your options.
Consider the various types of palletizers available. For instance, robotic palletizers offer flexibility for different product types. They adapt quickly to changes in the production line. In contrast, conventional palletizers are often more suitable for high-volume operations. Evaluating your workflow can highlight which option will enhance efficiency.
Evaluate the layout of your facility. A compact design might save space but could restrict access for maintenance. Also, include future needs. Will your production requirements change? Think about scalability. Sometimes, choosing a slightly more advanced palletizer could pay off in the long run. Reflect on the total cost of ownership as well. Initial savings may lead to higher operational costs later.
Evaluating the Different Types of Tmg Palletizers Available
When choosing a TMG palletizer, it’s crucial to understand the variety of options available. Different industries require different functionalities. Some palletizers are ideal for food and beverage production, while others cater to packaging in manufacturing. Each type has unique strengths that can enhance efficiency.
Think about your specific needs. Automated systems often offer speed and consistency, vital for high-volume operations. Conversely, semi-automated versions might fit smaller businesses better. Assessing your production rate can help in selecting the right model. Additionally, consider the footprint of the equipment. Some designs are compact but still highly efficient.
Reflect on the future too. As your operations grow, will your palletizer meet new demands? Flexibility can be a deciding factor. Not all types accommodate various product shapes and sizes. Engaging with an expert in palletizer technology can provide valuable insights. They can guide you through the decision-making process, ensuring your choice aligns with your operational goals.
Budget Considerations and Long-term Investment in Palletizing Solutions
When selecting a TMG palletizer, budget considerations are crucial. A report from the Packaging Machinery Manufacturers Institute indicates that effective palletizing solutions can boost productivity by 25-35%. However, initial costs can be daunting. Many businesses prioritize upfront savings over long-term benefits, which can lead to higher costs later. For instance, lower-priced models may not offer the durability needed for continuous operation.
In evaluating costs, it's essential to consider maintenance. According to industry studies, maintenance can account for up to 20% of total ownership costs. A more robust palletizer may have a higher initial price but could save on repairs and downtime. Investing in quality pays off, as research shows that equipment durability directly impacts operational efficiency.
Additionally, consider energy efficiency. Advances in technology have led to palletizers that consume 30% less energy than older models. While they may require a larger investment upfront, savings on energy bills can reduce overall costs significantly over time. Balancing initial expenses with potential savings is key when choosing the right palletizer for your needs.
Top Tips for Choosing the Right Tmg Palletizer for Your Needs
| Feature |
Description |
Budget Range |
Long-term Value |
| Automation Level |
Degree of automation impacting efficiency |
$20,000 - $50,000 |
Increased productivity |
| Speed |
Palletization speed affecting output |
$25,000 - $60,000 |
Higher throughput |
| Flexibility |
Ability to handle different pallet sizes |
$15,000 - $40,000 |
Adaptable to changing needs |
| Maintenance |
Cost and frequency of upkeep required |
$5,000 - $15,000/year |
Reduced downtime costs |
| Integration |
Compatibility with existing systems |
$10,000 - $30,000 |
Streamlined operations |