What is a Granule Packing Machine and How Does it Work?
In the evolving landscape of food and pharmaceutical industries, the significance of a Granule Packing Machine cannot be overstated. According to the latest report from Market Research Future, the granule packaging sector is projected to grow at a CAGR of 5.8% from 2023 to 2030. This growth underscores the machine's crucial role in enhancing efficiency and maintaining product integrity.
Industry expert Dr. Emily Chen states, “A Granule Packing Machine optimizes production lines by ensuring precise and consistent packaging.” Such machinery streamlines operations, drastically reducing manual labor, and minimizes human error in packaging processes. Nevertheless, it is essential to reflect on the need for regular maintenance and updates to keep technology relevant and efficient.
Despite the advances, not all machines deliver equal performance. Some may struggle with diverse product types or varying granule sizes. Therefore, selecting the right Granule Packing Machine is vital for businesses aiming to maximize output and quality. Addressing these challenges can lead to better innovation and improved industry standards.

What is a Granule Packing Machine?
A granule packing machine is essential in many industries. It is designed to package small particles or granules into bags or containers. These machines promote efficiency and accuracy in the packaging process. According to industry reports, the global granule packaging market is projected to grow significantly. This growth highlights the importance of efficient machinery in meeting increased demand.
Granule packing machines operate through various methods. They can use volumetric or weight-based filling systems. Each method has its advantages depending on the type of granule being packed. For instance, volumetric systems are faster but may not be as precise as weight-based options. The choice between them depends on the specific packaging requirements.
Tips: Choose a machine that fits your production needs. Consider factors like speed, accuracy, and the type of granules. Regular maintenance is crucial for optimal performance. Evaluate your machine’s efficiency periodically to identify any areas for improvement. Small adjustments can lead to significant gains in productivity and reliability.
Key Components of a Granule Packing Machine
Granule packing machines play a crucial role in various industries, from food to pharmaceuticals. Understanding their key components is essential for optimizing operations. A typical granule packing machine consists of several main elements, including the feed system, weighing device, and sealing unit. Each plays a vital role in achieving efficiency and accuracy.
The feed system is responsible for transporting granules into the packing area. This part often utilizes vibratory feeders or augers to maintain a steady flow. According to industry reports, the feed system can impact output rates by as much as 20%.
The weighing device, usually a load cell, ensures that each package contains the correct amount of product. Inaccurate weights can lead to customer dissatisfaction and financial losses.
Sealing units are critical for product integrity and shelf life. They use heat, pressure, or adhesives to secure packages. A study from Packaging Strategies indicates that improper sealing can cause a 30% increase in spoilage rates. Understanding these components helps manufacturers identify areas for improvement and ensures quality control in their processes.
Regular assessment of each part can uncover inefficiencies, leading to better performance and reduced operational costs.
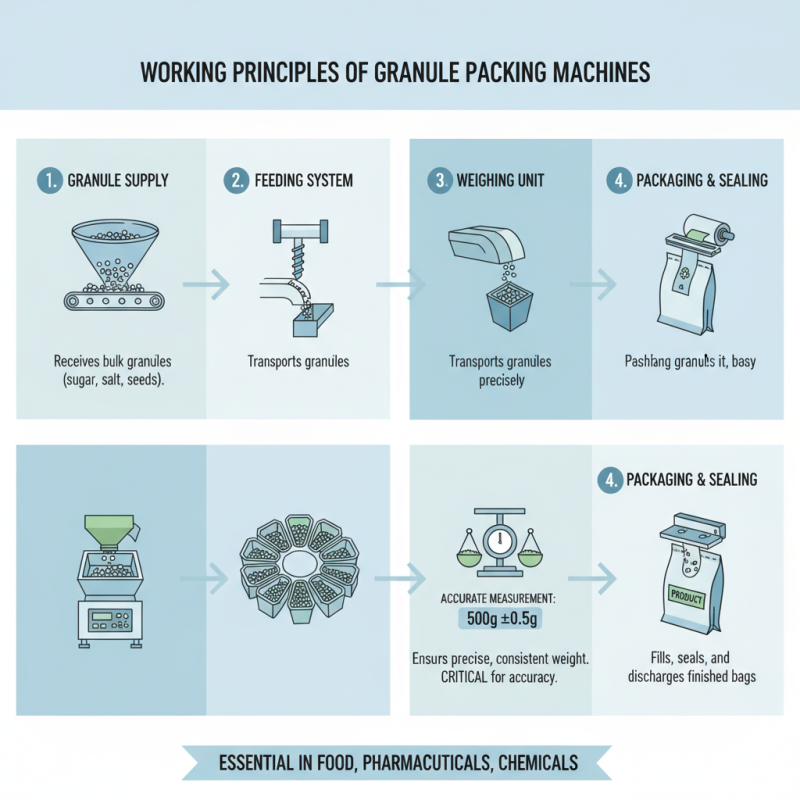
Working Principles of Granule Packing Machines
Granule packing machines are essential in various industries, including food, pharmaceuticals, and chemicals. These machines efficiently package granulated products such as sugar, salt, or seeds. The working principle is straightforward yet sophisticated, involving several key components. The machine receives granules and feeds them into a weighing system that ensures precise measurements. This accuracy is critical. Any deviation can lead to waste or product loss.
After weighing, the granules move into a pouch or bag forming section. Here, the machine folds and seals the packaging material, often using heat or pressure. These sealing methods create airtight packages that preserve product quality. The granule packing machine operates on an automated system, enhancing speed and reducing human error. Observing the packaging process reveals moments of complexity, such as ensuring the right amount fills each package.
However, these machines also face challenges. Variability in granule size or moisture content can affect performance. It's important for operators to regularly check and calibrate the machine to maintain reliability. Additionally, routine maintenance is crucial to prevent breakdowns. An efficient packing process requires constant monitoring and adaptation to overcome these imperfections, demonstrating the need for expertise in machine operation.
Applications of Granule Packing Machines in Various Industries
Granule packing machines play a significant role across multiple industries. In food processing, they ensure products like rice, sugar, and spices are efficiently packaged. The global granule packing machine market is projected to reach over $6 billion by 2025, reflecting the critical need for automation and efficiency in packaging processes. These machines help maintain product integrity, ensuring that items are sealed to protect against contamination. For example, a rice packing machine can fill and seal bags at a speed of up to 50 bags per minute, significantly boosting production rates.
In the pharmaceutical sector, granule packing machines are essential for packaging powders and granules. The precision and accuracy required in this industry are paramount. According to industry reports, nearly 40% of pharmaceutical companies have increased their reliance on automation to enhance consistency and compliance with health regulations. However, these machines can be costly, leading some smaller manufacturers to struggle with implementation. Despite these challenges, automated packing solutions offer a level of efficiency that is difficult to achieve manually, ultimately reducing waste and improving profitability.
Granule Packing Machine Data Overview
| Application Industry |
Machine Type |
Packing Speed (bags/min) |
Granule Size (mm) |
Weight Capacity (kg) |
| Food Industry |
Vertical Granule Packing Machine |
25 |
1-5 |
1 |
| Pharmaceutical |
Automatic Granule Packing Machine |
30 |
0.5-3 |
2 |
| Chemical |
Horizontal Granule Packing Machine |
20 |
2-10 |
5 |
| Agriculture |
Weighing Granule Packing Machine |
15 |
3-7 |
10 |
| Cosmetics |
Semi-Automatic Granule Packing Machine |
18 |
1-4 |
3 |
Advantages of Using Granule Packing Machines for Packaging
Granule packing machines have emerged as essential tools in various industries, enhancing packaging efficiency and accuracy. According to industry reports, nearly 85% of manufacturers highlight improved operational efficiency when utilizing these machines for granular products. This efficiency is attributed to their ability to package products at speeds exceeding 60 bags per minute, reducing labor costs significantly.
One of the key advantages of granule packing machines is their versatility. These machines can handle a range of products, from food items to pharmaceuticals. They ensure uniform packing, which minimizes waste and optimizes material usage. Reports indicate that companies leveraging this technology can reduce packaging material costs by up to 30%. However, there can be challenges; improper calibration may lead to inconsistent package sizes.
Reliability also plays a crucial role in the effectiveness of granule packing machines. Companies that rely on these systems benefit from reduced downtime. Data shows that businesses experience a 25% decrease in production delays. Still, regular maintenance is essential to avoid breakdowns. Inadequate servicing can lead to increased downtime, impacting productivity and profits. Thus, while granule packing machines provide numerous benefits, careful attention to their operation is necessary for sustained success.
Granule Packing Machine Usage by Industry